
«ТЧР-3» предназначен для заточки пазовых фрез с твердосплавными напайками диаметром от 125 до 250 мм и шириной от 4 до 30 мм.
Пазовые фрезы с твердосплавными напайками используют для выработки прямоугольных пазов, выборке четвертей и фрезеровании вдоль волокон в заготовках из древесины различных пород. В частности, применяются для выборки чашек в брусе.
«ТЧР-3» может быть изготовлен в двух исполнениях:
для фрез шириной от 4 до 20 мм;
для фрез шириной от 4 до 30 мм.
Технические характеристики
| Диаметр фрез, мм | 125-250 |
| Толщина фрез, мм | 4-20/4-30 |
| Заточной инструмент | Круг алмазный чашечный, конической формы |
| Скорость вращения круга, об/мин | 2800 |
| Напряжение питания, В | 220 |
| Габариты, ДхШхВ, мм | 400х400х300 |
| Вес, кг | 20 |
"ТЧР-3" - Станок для заточки пазовых фрез.
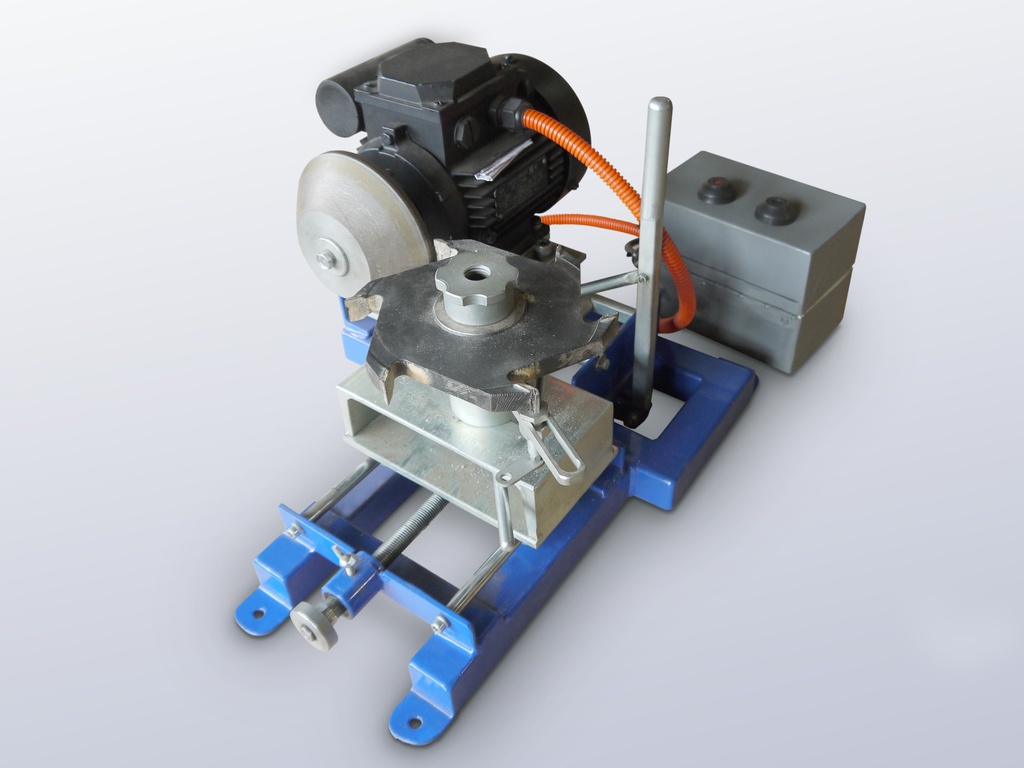
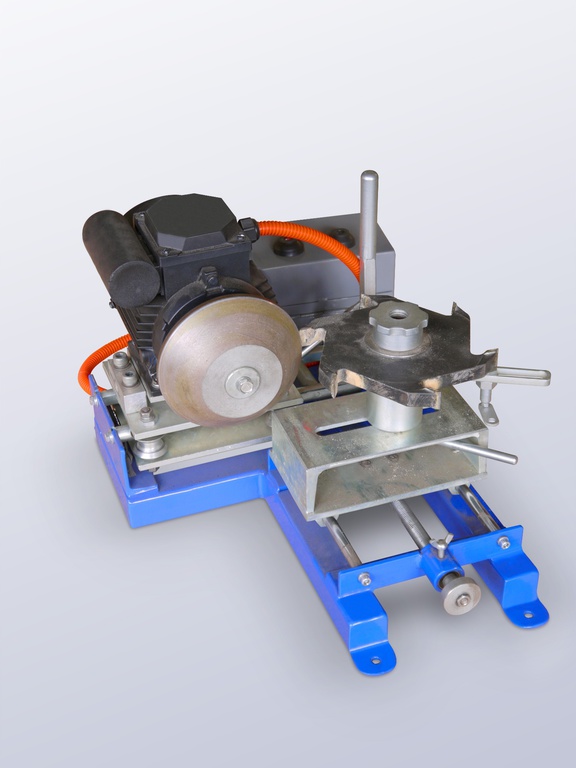

Для начала работы по заточке фрезы, ее помещают в специальный крепеж с ограничителем движения и закрепляют, это необходимо для точного позиционирования положения фрезы относительно заточного инструмента. Далее производится пуск двигателя при помощи пульта управления, так же будет производиться и стоп двигателя. Затем производится поочередная заточка зубьев фрезы, путем движения алмазного круга вдоль затачиваемой плоскости зуба при неподвижно зафиксированной фрезе. Данный способ прост и эффективен, и не требует специальной подготовки.
35 000 руб.
Цена актуальна.
 |
"СДН-St"
Станок для заточки плоских ножей длиной до 4000 мм. Стандартная точность.... |
 |
"СДН-Ultra"
Станок для заточки плоских ножей длиной до 4000 мм для лущильных и полиграфических ножей с повышенной точностью.... |
 |
"СДН-Mini"
Заточной станок для заточки плоских ножей с прямолинейной режущей кромкой длиной до 600/800 мм.... |
 |
"ТЧР-2"
Станок заточной для заточки прямых и радиусных ножей оцилиндровочного комплекса.... |
 |
"ТЧР-4"
Станок для заточки дисковых пил ... |
 |
"ДС-2а"
Станок для заточки дисковых и тарельчатых ножей, в том числе - твердосплавных ножей, для резки металла, пластика, бумаги, листовых материалов....
Подразделы: Видео (5).
|
 |
"ДС-2 Spec L"
Станок для заточки дисковых и тарельчатых ножей больших (от 500мм) диаметров.... |
 |
"ДС-Б"
Станок для заточки дисковых борон, БДМ "Ромашка".... |
